Engineering the Tools for Surface Finishing
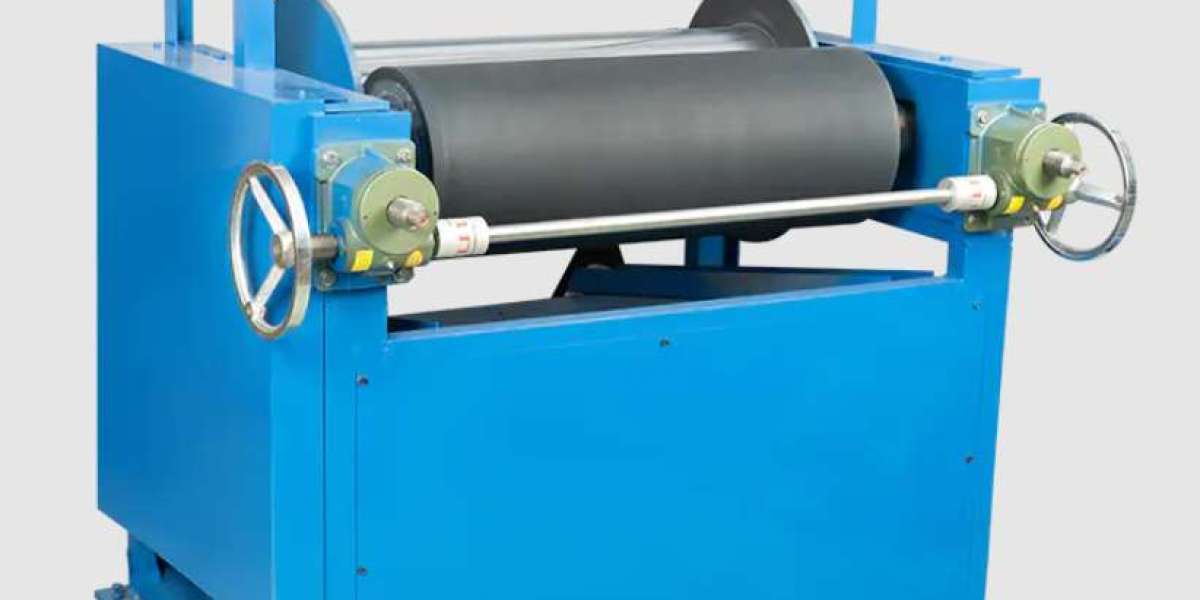
The specialized realm of non-woven fiber wheel production equipment encompasses the integrated machinery lines that transform synthetic fibers into cohesive, structured abrasive and conditioning tools. Unlike traditional woven fabric, these wheels are created by mechanically, chemically, or thermally interlocking a web of fibers—typically nylon, polyester, or blended synthetics—often impregnated with abrasive grains. This equipment is engineered to precisely control the material’s density, fiber orientation, and bonding integrity, which directly dictate the final product's performance in applications ranging from delicate metal polishing to aggressive surface cleaning.
The Core Production Line: A Sequential Process
A standard manufacturing line operates as a linked sequence of distinct stations. The process begins with Fiber Preparation and Web Formation. Here, bulk synthetic fibers are opened, blended with precisely measured abrasive grit (like aluminum oxide or silicon carbide), and fed into a carding machine. This machine combs and aligns the fibers into a uniform, lightweight web. Multiple layers of this web are then cross-lapped or layered to build up the desired thickness and weight. The heart of the line is the Bonding and Consolidation Stage. For needle-punched wheels, a high-speed needle loom drives thousands of barbed needles up and down through the fiber web, mechanically entangling the fibers to create a felt-like structure. For resin-bonded products, the web is saturated with a liquid resin before being shaped and cured in an oven, thermally setting the bonds.
Shaping, Curing, and Finishing
Once the unbonded web is consolidated into a continuous blanket or batt, it proceeds to the Shaping and Cutting Station. For standardized wheels, rotary die-cutters punch out discs of specific diameters from the moving blanket. For custom profiles or reinforced wheels, specialized molds or automated cutting systems are used. Cut wheels then move to a Curing Oven (for resin-bonded types) where heat initiates a chemical cross-linking reaction, solidifying the resin and locking fibers and abrasives into a rigid, durable matrix. The final steps involve Finishing and Quality Control: wheels may be balanced, have mounting holes or adapters installed, and undergo rigorous testing for uniformity, density, and tensile strength before packaging.
Precision Control and Customization
The sophistication of the equipment dictates the product's quality and range. Advanced lines feature Programmable Logic Controllers (PLCs) that manage critical variables: web weight per unit area, needle punching density (strokes per minute and depth), resin application rate, and oven temperature profiles. This allows manufacturers to produce wheels with graded densities—softer on the outside for flexibility and harder near the center for support—or create layered structures with different abrasive grits. The ability to switch fiber types, abrasive blends, and bonding methods on the same line enables rapid production of customized wheels for niche applications, from deburring aerospace components to polishing luxury automotive paint.
Safety, Maintenance, and Operational Efficiency
Operating this heavy industrial machinery requires strict safety protocols, including machine guarding around moving needles and cutting dies, dust extraction systems to manage airborne fibers and abrasives, and emergency stop circuits. Preventive maintenance is crucial for uptime and consistency; this includes regular sharpening or replacement of carding wires and punching needles, calibration of resin applicators, and servicing of hydraulic and pneumatic systems. The overall efficiency and ROI of the line depend on its automation level, which minimizes manual handling, reduces material waste through precise cutting patterns, and ensures batch-to-batch uniformity through digital process control.