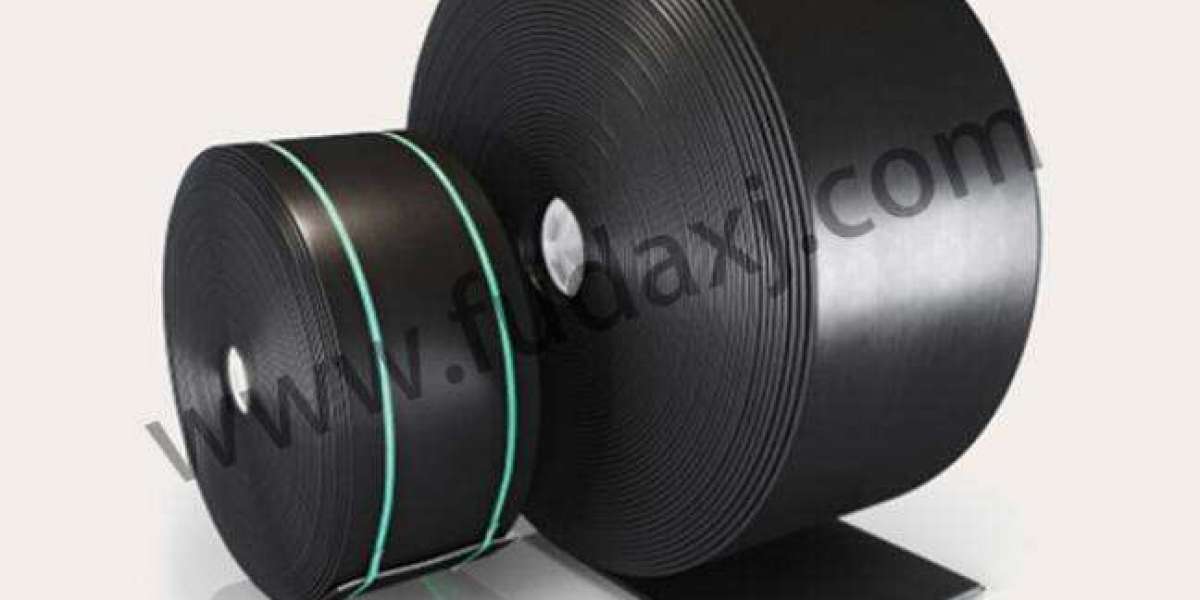
Rubber conveyor belt transports bulk materials over long distances in mining and aggregate operations. The belt consists of multiple layers including a rubber cover and fabric or steel reinforcement. A durable rubber conveyor belt resists abrasion from sharp rocks and heavy impact at loading points. The flexible construction allows the belt to trough around idlers for increased carrying capacity. Mining companies move thousands of tons per hour using long conveyor systems with rubber belting. Operational efficiency depends on reliable belt performance in demanding conditions.
Cover compound selection for a rubber conveyor belt matches the specific material being handled. Abrasion-resistant grades suit crushed stone while oil-resistant compounds handle petroleum products. A properly specified rubber conveyor belt provides adequate service life for the intended application. Cut and gouge resistance is important when handling sharp materials like recycled glass. Cover quality directly affects belt longevity and replacement frequency.
Splice strength in a rubber conveyor belt must approach the tensile rating of the base belt. Vulcanized splices provide smooth, continuous joints that run over pulleys without impact. A properly spliced rubber conveyor belt maintains integrity through millions of flex cycles. Mechanical fasteners offer quick installation for temporary or emergency belt repairs. Splice reliability is essential for continuous conveyor operation.
Rubber conveyor belt maintenance includes regular inspection for cover wear and edge damage. Tracking adjustment prevents edge rubbing that would cause premature belt failure. Impact damage at loading zones should be repaired promptly to prevent tear propagation. Simple monitoring extends belt life and reduces unplanned downtime. Preventive care protects the conveyor belt investment.